电容器高红外快速固化技术
摘要: 电电容器喷涂固化技术在国内外均采用热风循环加热方式(热风炉)。热风炉的优点是炉内温度均匀,工件适应性强;缺点是间接加热能耗高,设备热效率普遍低于30%,且由于有流动空气,固化过程易造成灰尘二次污染。
关键词:高红外加热机理 涂装快速固化的可能性
1 前言
电容器喷涂固化技术在国内外均采用热风循环加热方式(热风炉)。热风炉的优点是炉内温度均匀,工件适应性强;缺点是间接加热能耗高,设备热效率普遍低于30%,且由于有流动空气,固化过程易造成灰尘二次污染。炉子长占地面积大,锦州电力电容器有限责任公司烘干炉108m长。
七十年代出现过远红外固化炉,然而由于炉内温度均匀性欠佳,几乎没能在涂装行业单独应用过,因此,远红外加热突出的优点“明显的节能效果”表现不出来。?
十多年来,本所致力于寻找一种既能保证被烘烤物体的温度均匀,又能节约能源,提高效率的新型粉末涂装固化炉。这就是下文所介绍的高能量、高密度、高强度、全波段、瞬间启动强力红外辐射加热技术(简称或俗称为高红外技术)的加热炉。这种高红外炉一出世,即受到国内外的关注。固化效率可以提高2~40倍,占地面积可以减少90%,炉体长度可以缩短90%,综合节能超过50%,设备的造价均为传统固化炉的75%。目前在美国、拉美已建起3~5m的炉子,代替目前的近百米烘炉。更有甚者过去要20min才完成的固化,高红外30s即可完成。本文简要介绍高红外技术原理、技术装备、应用领域与实际效果。?
2 高红外加热机理?
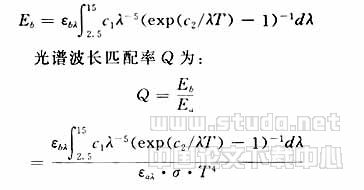
远红外加热已为世人所熟悉。在发热体(元件)的辐射光谱与被加热体(工件)吸收光谱相匹配时,热效率最高,从而实现节能。传统的匹配吸收主要是指光谱波长的匹配,匹配率Q等于工件吸收光谱和元件辐射光谱能量之比。由普朗克定律可知,物体表面单位面积辐射或吸收的光谱能量(能流密度)可用下式表示:

式中:E―辐射(或吸收)的能流密度(W/cm?2);?
? ελ―发热体元件光谱辐射系数;?
? T―元件的表面温度(℃);?
? λ1、λ2―辐射(或吸收)的光谱范围(μm);?
? c1、c2―常数对远红外加热,发热元件的全辐射能为λ1=0,λ2=∞,上述公式可改写为斯蒂芬波尔茨曼热辐射定律:

式中:σ―斯蒂芬波尔茨曼常数5.67×10-12W/cm2・K
对于厚度为10~100μm的漆膜而言,其吸收光谱为λ1=2.5μm,λ2=15μm,最佳匹配波段2.5~15μm,假如元件发射被工件100%吸收,工件吸收能流密度为:?

当元件的表面温度T=450℃(723K)时,工件对其吸收能量假定为100%,即元件辐射多少匹配波段的能量,工件就吸收多少,此时Q=96%;当元件的表面温度T=1000℃(1273K)时,表明Q=69%。单从波长匹配而言,远红外加热可见光愈少,匹配吸收愈好。然而可见光愈少则元件表面温度必然要低一些。如果表面温度太低,虽然匹配,其加热效果往往不好。例如厚度不同的两块SiC(碳化硅)板远红外加热元件,辐射面积S1=S2,辐射系数εa1=εa2,输入电功率P1=P2,测试结果表明,厚度薄的加热元件T1大于厚的元件,则Q2>Q1,这一结果与匹配吸收理论相矛盾。??
后来人们发现所谓匹配吸收,不但要波长匹配,更重要的是能量匹配。?
设发热元件的电能辐射能转换效率为W:?

测出元件表面温度T和输入功率P,用普朗克函数表就可计算出Q、W值远小于薄SiC元件,这与实践结果相一致。?
匹配吸收理论如图1所示。?
???????
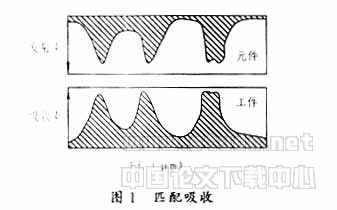
然而,物质的红外吸收特性是由红外光谱仪测量出来的,标准的红外图谱被测物质的厚度均为1~10μm,换言之,当被加热物质厚度在1~10μm时,应用匹配是正确的。然而实践中,大多数被加热物质的厚度均不在1~10μm之间,造成了人们对远红外加热“节电”与“不节电”的争论。
随着物质厚度及外观特性的改变,其吸收光谱发生明显的变化。例如PVC薄膜(聚氯乙烯)厚度δ=50μm,一为透明,另一为黑色,作为PVC,在2.5~15μm有匹配吸收峰,应用理论设计,加热效率是最高的,反之加热效率不高。此时用将钢板可以熔化穿孔的红宝石激光器来加热透明PVC薄膜,无济于事。而黑色PVC薄膜情况就不同了,因为它既有红外吸收,又有可见光和近红外光吸收,匹配在何波段,无所适从。?
另一个实践的例子是乘坐小汽车,窗玻璃将太阳光中的远红外(2.5~15μm)几乎全部吸收而透进来的辐射光均为可见和近红外,车内人均有灼热感,这与远红外的基本理论相矛盾。?
综上所述,由于被加热物的厚度和外观特性差异,匹配吸收理论有严重的偏差,这对于采用高能量短波红外辐射技术留下了很大的研究空间。?
另外,从传热学分析更易了解高红外技术机理。?
自古以来,谁都知道,“大风”、“曝晒”条件下,物料中水分干得快。然而自革命以来,人们设计的干燥炉,加热炉,往往都是单打一,要么热风加热,要么远红外加热。至今尚未出现过同时采用两种方式――即“大风”+“暴晒”式的干燥炉。
究其原因,工业流水线上的烘干炉,目的是为被加热工件提供一个温度均匀的环境。加热有传导、对流、辐射三种方式,孰能设计出温度均匀的炉,就优先选择该种方式。流水线采用传导传热方式―不可能。采用对流传热方式――温度难以均匀,采用辐射传热方式―实现温度均匀技术难度很大。自然而然,人们优先采用了强迫对流热风循环加热方式。?
本所在研究远红外加热时,找到了影响炉内温度均匀性的主要因素:炉内对流场的存在导致上下温度不均匀。目前已经完成了辐射均匀性的研究,并提出保证工件上下辐照均匀性的设计。但是由于对流场的计算十分复杂,无法从理论上求出烘干炉内对流场温度分布,因而也无法设计出温度均匀的远红外炉。如果目前的经验数据是够多的话,亦可以通过经验曲线设计出温度均匀的烘干炉。这一切目前尚无法实现。?
进一步研究发现:如果排除对流场的影响,辐照均匀,温度自然均匀,岂不美哉!因此人们想到了提高元件温度(辐射能呈4次方递增关系),加快工件运动速度(缩短干燥时间),缩短烘干炉的长度。提出了一种全新的加热方式―高红外技术。<![endif]>
所谓高红外实质是:高能量、高密度、高强度、全波段、瞬间启动强力红外辐射加热技术,它可以导致物料的快速加热、脱水、干燥……实现“大风”和“暴晒”兼而有之,这一技术简称或俗称为高红外。
3 涂装快速固化的可能性?
传统的漆膜固化工艺,历经百年,完全成熟。如果它是最佳工艺,那么“快速固化”是不可能的。它涉及到漆膜的表面质量。?
从理论上,漆膜的固化在一定范围内是温度与时间的乘积。提高温度,可以缩短固化时间。从实践中分析,不同质量、体积、表面积的工件,所采用的固化工艺参数基本上是一致的,例如粉末涂装20min、180℃,具体分析每一种工件,其受热时间与温度显然是不一样的,这为“快速”找到缺口。?
上述分析表明,目前流行的涂料固化工艺参数是加权平均值,对不同的工件,固化时间的缩短是完全可能的。<![endif]>
有些涂装线,烘干炉冗长,长达六七十米,这是因为被加热的工件质量极不均匀,只有加长“均热”时间,才能保证表面温度均匀性。若采用不同的辐射场来加热质量不均匀的工件,必然会缩短炉子长度,实现“快速”固化。
实践还表明,同样是20min、180℃加热,采用箱式炉加热,固化情况良好。采用强力红外辐射(表面温度180℃)则固化过度,只有缩短时间才可以达到固化质量要求。
这一切表明了涂层“快速”固化的可能性。但是人们总在担心固化质量。石化部白广才博士作了快速固化的分子结构分析,表明其质量可靠,所有指标均能达到或超过传统固化质量。?
4 高红外发热元件?
热元件、炉体、控制系统构成高红外加热炉。本文着重介绍高红外元件的设计与应用。
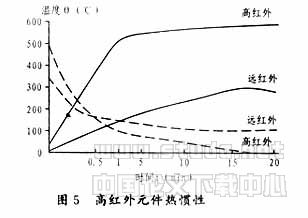
高红外与远红外元件不同之点:元件启动时间不同(即从通电到恒温)高红外为1~3s,远红外为5~15min;元件表面功率不同,高红外为15~25W/cm2,远红外为2~5W/cm2。<![endif]>
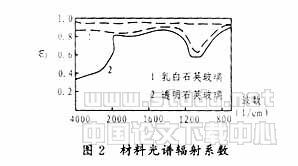
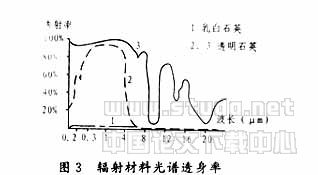
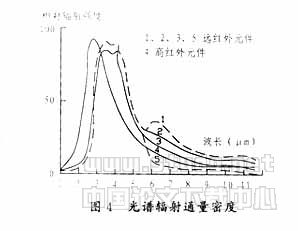
高红外元件的光谱辐射系数见图2,对乳白石英玻璃而言(高红外元件的辐射材料)从2.5~15μm,ελ≈0.92,对透明石英玻璃而言,ελ是个变量,2~4μm,ελ是一个低峰值;4~15μm,ελ≈0.92。光谱特性曲线见图3,光谱辐射通量密度见图4,高红外元件热惯性见图5。
??????
高红外元件光谱辐射能量解析如下:通电后高红外发热丝W-Al(钨-铝)材料表面温度高达2500℃(T=2773K)根据普朗克定律,可以出可见光及近红外光辐射能流密度为:
 ?
?
与辐射总能流密度的比例为:?
![]()
上述结果适用于透明石英高红外元件,因为对其0.38~2.5μm光谱透过率高达95%,可近似视为100%。由上式可知,其远红外辐射仅占辐射能量的24%。?
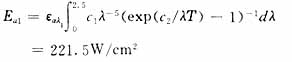
对乳白石英而言0.38~15μm透过率低于8%,可近似视为0%,此时W-Al丝辐射的可见光和近红外光将被乳白石英吸收转换为乳白石英的二次辐射。测出乳白石英表面温度为T=450℃(T=723K),计算出可见光和近红外光的辐射能流密度:
相同条件下,乳白石英远红外发射率高达96%,乳白石英与透明石英远红外辐射能量相差:
![]()
当被加热工件的吸收光谱在2.5~15μm时,乳白石英明显优于透明石英的加热效果,反之,当被加热工件在0.38~2.5μm有强烈吸收时,则透明石英元件的加热效果远远高于乳白石英。从光量子能量分析,可见光、近红外光子能量远大于远红外光子能量。在某些情况下,采用全波长高红外加热的优点是极其明显的。<![endif]>
加热采用全波段还有一个十分有力的好处:全波段加热,其穿透物料的能力各不相同,有益于实现“由内及外”的加热,可以顺利排除水分,可以避免干燥过快引起表面龟裂。?<![endif]>
5 高红外设计方法及温度控制?
高红外加热炉温度测量不宜采用常规热电偶或热电阻测温元件,通常可采用8~12μm的红外测温仪非接触测量,也可用ε>0.9的铂薄膜测温元件直接测温。目前工业上应用的技术是:调试过程用红外测温仪测量工件表面温度,电热阻(或电偶)测出参比空间温度,待工艺参数确定后,用电偶参比调温与控温。?
高红外炉辐射均匀性设计方法在远红外技术中均有详尽的介绍,不再叙述。<![endif]>
辐射传热关键技术是聚焦方式。平板元件如何将辐射能量集中到工件一方?管状元件如何将360°辐射的能量集中到70~90°角度内?通常的作法是采用绝热技术,使平板元件的背面热量减少,管状元件采用不锈钢反射罩或光亮铝板反射罩,按下述公式设计之,即呈抛物线Y2=2PX反射系统。由于聚焦的作用,辐射能量与距离的平方呈反比并不完全适用。<![endif]>
对高红外而言,由于能量大温度高,铝反射罩无法应用,不锈钢反射罩易黑化形成准黑体材料失去反射作用。为了解决聚焦,国际上采用下列三种方式:①炉壁采用高温纤维毡;②陶瓷反射材料;③镀膜玻璃反射材料。实践证明这些措施无法实现“聚焦”效果。本人发明了一种新的“聚焦”原理来实现聚焦(专利号ZL97212283.4)将管状元件圆心角180°~240°埋入绝热纤维中,另一半露在大气中,元件达到恒温时,管状元件的表面温度发生了变化,比空气中元件恒温温度提高了70~90℃。采用红外辐射测温仪测试表明,与铝反射罩相比,传递的工件表面的辐射能仅相差8%左右,既解决了“聚焦”技术,又避免了铝反射罩因灰尘积聚导致反射下降的弊端,实现了“免维护”。此系统又称免维护高温纤维反射系统。
从理论上讲,管状元件的电能―辐射能转换效率ελ・δ・T?4・S/P高达80%~85%,不采取反射系统仅有25%的能量直接到达工件表面,采用反射罩后,到达工件表面的能量可以提高70%~78%。上述新方式“聚焦”成功解决了这一技术难题。?
高红外技术另一难题是负载电阻在常温下几乎等于零,因此启动时冲击电流很大。采用逐渐升压或分段升温、自动方式或手动方式解决。?
6 应用和效益?
(1)华北铝厂亲水涂层固化烘道,采用了美国BGK公司的高红外技术,生产效率为40m/min,装机功率600kW,2000年竣工的我所(公司)设计的烘干炉,炉长9m,装机600kW,实现了80~100m/min生产速度。与传统的金属材板涂层相比,高红外装机1100kW,而热风炉高达2900kW,才能达到生产速度的一致。
(2)辽宁铝材有限公司及锦州红外公司多次实践,对于目前国内要20min180℃固化的粉末涂料,采用高红外仅需3min即可完成。对于电泳漆通常25min180℃固化采用高红外3~5min即可。?
(3)一汽吉轻工厂,面包车涂装线是由日本大气社设计与施工,炉长39m,产量5万辆/年面包车体,高红外改造,仅增加300kW(原烘道1000kW)使产量达到12万辆/年,节省技改资金900万元,年节电费100万元,1995年完成,运行至今。?
(4)与电容器类似的产品,汽车轮壳电机整体涂装固化,小保险柜,粉末涂料固化通常1~3min,电泳3~5min,油漆5~7min。例如郑州拖拉机厂、北京曙光电机厂、上海缝纫机厂、锦州钢瓶厂,杰克赛尔散热器有限责任公司、安徽滤清器厂……