低温乙醇蛋白分离实现自控后对人血白蛋白质量的影响
【关键词】 血浆蛋白分离;自动控制;纯度;多聚体
人血白蛋白(HAS)具有维持血管内胶体渗透压,结合并转运体内各种脂肪酸、激素、离子以及多种药物的重要生物学功能[1],已广泛应用各种低白蛋白血症或创伤性休克。自从1946年Cohn和他的同事们发表了低温乙醇(Cohn 6法)分离白蛋白以来[2],相隔十年Nitschmann和Kistler于1954年又提出了另一种改变的低温乙醇分离血浆蛋白方法[3],该改良方法简化了操作,缩短了生产周期,提高了血浆白蛋白的回收率(当时的最大收率为2.5g/100ml血浆),降低了乙醇的消耗,是目前国际上普遍使用的方法之一。低温乙醇法的最大优点是适应化、自动化的生产要求,为了充分发挥该工艺的潜能,适应GMP管理的要求,不断提高血浆蛋白制品的内在质量,增加收获量,在不改变原来基本工艺路线的前提下,我们于2004年末实现了低温乙醇血浆蛋白分离工艺系统的自控(包括温度控制、加液控制、自动清洗等)。
通过血浆蛋白分离工艺实现自控后,使批处理的血浆能力增加了一倍,工艺操作更加符合GMP管理的要求,血浆蛋白能充分有效的混合反应,蛋白分离的五个控制因素:反应液温度、pH值、离子强度、酒精浓度和蛋白浓度得到了严格、准确的控制,避免了人为操作的误差,经过连续4年人血白蛋白的质量指标的综合分析评价,实现自控后,人血白蛋白的纯度、收获率均有明显的提高;多聚体有明显地下降,其他指标(如钾离子含量、吸光度等)与自控前无明显差异,均在质量标准范围之内。
1 材料与方法
1.1 材料
1.1.1 人血白蛋白样品(2003年~2006年上半年期间制备的人血白蛋白检定样品) 由兰州生物制品研究所血液制剂室提供。
1.1.2 仪器设备 分光光度计(日立3400型);电泳仪(DYY-Ⅲ2型,北京六一仪器厂);扫描仪(BECKMAN CSDS -200型);液相色谱仪(SP8800,USA);火焰光度计(CORNING 480型,USA)。
1.2 方法
1.2.1 纯度测定 纯度测定按《中华人民共和国药典》2005年版三部(附录ⅣA)规定进行[4]。
1.2.2 吸光度测定 吸光度测定按《中华人民共和国药典》2005年版三部(附录ⅡA)规定进行[4],用生理热氯化钠溶液将人血白蛋白样品含量稀释至10g/L,按紫外分光光度计法,在波长403nm处测定吸光度。
1.2.3 钾离子含量的测定 钠、钾离子含量的测定按《中华人民共和国药典》2005年版三部(附录Ⅶ Ⅰ)(附录Ⅶ J)规定进行[4]。
1.2.4 多聚体含量测定 多聚体含量测定按《中华人民共和国药典》2005年版三部(附录Ⅵ Q)规定进行[4]。
2 结果
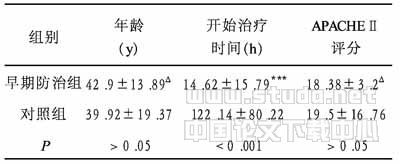
2.1 人血白蛋白质量指标的比较 通过对2004~2006年共77批人血白蛋白的检测结果表明,血浆蛋白分离工艺实现自控前与自控后其人血白蛋白的纯度、多聚体均有明显地差异,工艺实现自控后,其中人血白蛋白纯度平均提高0.25%,多聚体平均下降0.72%,其他指标(如钠、钾离子含量、吸光度)均无明显变化,结果见表1。表1 人血白蛋白质量指标检测结果比较
2.2 人血白蛋白的收获率的比较 根据2003年~2006年上半年连续共153批人血白蛋白统计数字分析,自动化控制前后人血白蛋白收获率也有明显差异,实现自控后,人血白蛋白分装前收获率均有明显提高,提高的比率为0.02g/100ml血浆。结果见表2。表2 人血白蛋白收获率的比较
3 讨论
在血浆蛋白的分离过程中,各种成分的有效分离、回收、提纯是至关重要的环节,在采用低温乙醇法生产人血白蛋白过程中,影响人血白蛋白的5个重要生产工艺参数:反应液温度、pH值、乙醇浓度、离子强度和蛋白浓度,其中任何一个参数的改变都会影响到白蛋白的分离效果,甚至影响制品质量。
尽管低温乙醇血浆蛋白分离工艺已延用多年,但由于自动化程度不高,大部分工序均为人工操作,众多技术指标均靠经验和手工控制,如乙醇、缓冲液的滴加,设备的清洗,制品反应温度的控制和反应液计量等,且不说工作人员劳动强度大,操作时人为的因素造成的误差(操作误差、计量误差、温度控制误差等)严重影响着制品的质量和收获率,形成较大的批间差,未能充分发挥低温乙醇血浆蛋白分离的诸多优势[5],通过实现自动化控温、称重、加液和自动清洗,从而实现了设备状态的自动控制,减少了血浆蛋白分离过程中手工操作的误差,有效地控制了制品制备过程中的微生物污染,降低热原质。通过自动化控制,使得血浆蛋白分离过程中严格控制的五个控制因素(反应液温度、乙醇浓度、离子强度、pH值和蛋白浓度)有机结合并得到准确的控制,使得整个血浆蛋白分离过程趋于理想状态,使被分离的制品各项质量指标更加趋于稳定,工艺特点得以最大限度的发挥,更加符合GMP管理要求,从而获得较好的社会效益和效益。总之,血浆蛋白分离工艺实现自动化后,为进一步全面提高血浆蛋白的质量和收率,增加制品安全性、有效性、稳定性、均一性,为充分挖掘低温乙醇血浆蛋白分离工艺的潜力奠定了坚实的基础。
【】
1 王憬惺.血液制品学.北京:人民卫生出版社,1998,74:57.
2 Cohn E J,Strong LE,Huges WL,et al. Preparation and properties of serum and plasma proteins IV A system for the separation into fractions of the protein and lipoprotein components of biological tissues and fluids.Amer Chem Soc,1946,68:459-475.
3 Kistler P, Nitschmann H. Large scale production of human plasma fractions. Eight years experience with the alcohol fractionation procedure of Nitschmann, Kistler and Lergier. Vox Sang,1962, 7:414-424.
4 国家药典委员会编.人血白蛋白.中华人民共和国药典(2005年版,三部).北京:化学出版社,附录20-27.
5 刘隽湘.输血疗法与血液制剂(低温乙醇法).北京:人民卫生出版社,1996,155-173.