pp������ע��ģ���˵����
һ�����ϵĹ��������
(1)��ע��ģ����
���ﴦ������������ʵ�����Ҫ���ﴦ����
�ۻ��¶ȣ�220~275�棬ע�ⲻҪ����275�档
ģ���¶ȣ�40~80�棬����ʹ��50�档�ᾧ�̶���Ҫ��ģ���¶Ⱦ�����
ע��ѹ�����ɴ�1800bar��
ע���ٶȣ�ͨ����ʹ�ø���ע�ܿ���ʹ�ڲ�ѹ����С����С�������Ʒ���������ȱ�ݣ���ôӦʹ�ýϸ��¶��µĵ���ע�ܡ�
�����ͽ��ڣ����������������͵�����ֱ����Χ��4~7mm������ʹ��ͨ��ΪԲ�ε�ע���ں��������������͵Ľ��ڶ�����ʹ�á����͵Ľ���ֱ����Χ��1~1.5mm����Ҳ����ʹ��С��0.7mm�Ľ��ڡ����ڱ�Ե���ڣ���С�Ľ������ӦΪ�ں��һ�룻��С�Ľ��ڿ���Ӧ����Ϊ�ں��������PP������ȫ����ʹ��������ϵͳ��
����ʱ�䣺ע��ʱ�� 20s~60s
��ѹʱ�� 0s~3s
��ȴʱ�� 20s~90s
������ 50s~160s
(2)����ѧ����������
PP��һ�ְ�ᾧ�Բ��ϡ�����PEҪ����Ӳ�����и��ߵ��۵㡣���ھ������͵�PP�¶ȸ���0������ʱ�dz��࣬���������ҵ��PP�����Ǽ���1~4%��ϩ�����������߱�����ϩ������ǯ��ʽ������������͵�PP�����нϵ͵���Ť���¶ȣ�100�棩�������ȡ�����ȡ����ԣ������и�ǿ�Ŀ����ǿ�ȡ�PP��ǿ��������ϩ���������Ӷ�����PP��ά�������¶�Ϊ150�档���ڽᾧ�Ƚϸߣ����ֲ��ϵı���նȺͿ��������Ժܺá�PP�����ڻ���Ӧ���������⡣ͨ�������ü��벣����ά���������Ӽ��������ķ�����PP���и��ԡ�PP��������MFR��Χ��1~40����MFR��PP���Ͽ�������ԽϺõ���չǿ�Ƚϵ͡�������ͬMFR�IJ��ϣ��������͵�ǿ�ȱȾ������͵�Ҫ�ߡ����ڽᾧ��PP���������൱�ߣ�һ��Ϊ1.8~2.5%�����������ʵķ�������Ա�PE-HD�Ȳ���Ҫ�õöࡣ����30%�IJ������Ӽ�����ʹ�����ʽ���0.7%���������ͺ������͵�PP���϶����������Ŀ���ʪ�ԡ�����ʴ�ԡ����ܽ��ԡ�Ȼ�������Է��������籽���ܼ����Ȼ��������Ȼ�̼���ܼ���û�еֿ�����PPҲ����PE�����ڸ������Ծ��п������ԡ�
(3)���ܼ��ijߴ��빫��
1���ܼ��ijߴ�
�ܼ��ߴ�Ĵ�С�������������أ�
a) ȡ�����û���ʹ��Ҫ��
b) �������ܼ��������ԡ�
c) ��������������������������������ܵ��Ľṹ������
2���ܼ��ߴ繫���
a) Ӱ���ܼ��ߴ羫�ȵ�������Ҫ�У����ϲ��ϵ������ʼ��䲨����
b) �ܼ��ṹ�ĸ��ӳ̶ȡ�
c) ģ�����أ���ģ�����졢ģ��ĥ��������ģ�ߵ�װ�䡢ģ�ߵĺ�ģ��ģ����ƵIJ����������ܴ�������λ���ȣ���
d) ���������أ�ģ�ܳ��͵��¶�T��ѹ��p��ʱ��t��ȡ�ᾧ�����ͺ����ȣ���
e) �����豸�Ŀ��ƾ��ȵȡ�
���У��ܼ��ߴ羫����Ҫȡ�������������ʵIJ�����ģ��������
����û�й���ֵ�������ǰ�δע����ijߴ���ƫ����ȡMT5��
3���ܼ��ı�������
�ܼ��ı������������ܼ�ȱ�ݡ���������������ֲڶȣ�����ģ�ܳ����ա����ϵ�Ʒ�֡�ģ�߳�������ı���ֲڶȡ�ģ�ߵ�ĥ��̶ȵ���ء�
ģ����ǻ�ı���ֲڶ�ͨ��Ӧ���ܼ���Ӧ��λ�ı���ֲڶ�����ֵ��Ҫ��1-2����
����ע����ͻ���ѡ��
����V��=58.5g
��Ʒ������ͶӰ���S=103.81cm2
V��=82cm3
ע���Ϊ�Ϻ����ܻ�����XS-ZY-500����ע�ܻ������ע��ѹ��Ϊ104MPa����ģ��Ϊ350��104N��ע�䷽ʽΪ�ݸ�ʽ��������뾶RΪ18mm�������ֱ��Ϊ7.5mm��һ�㹤�����ܽ�����ӵ�д�С��������ͺŵ�ע������е��ͺŵ�ռ�֣�С�ͺʹ��͵�ֻռһС���֡��������Dz��ع���Ŀ���ע����ͺš����嵽����ģ�ߣ���
������ǻ��������������
(1)����ǻ��Ŀ��ȷ��
��ǻ��Ŀ��ȷ����Ӧ�����ܼ��ļ�����״���ߴ硢������������С���������̡�ע��������ģ�߳ɱ���Ҫ�����ۺϿ��ǡ�
����ע����Ķ��ģ��F��Ҫ����ȷ����ǻ��Ŀn ����
n![]()
ʽ�� F����ע������ģ����N��
P������ǻ�����������ƽ��ѹ����MPa��
A1��A2�����ֱ�Ϊ��עϵͳ�͵����ܼ���ģ�߷������ϵ�ͶӰ�����mm2��
�����С�ͼ����ö���ǻע��ģ����߾����ܼ�����ǻ��ԭ���ϲ�����4��������������������������Ǹ���������ʽ���㣬����һģ��ǻ��
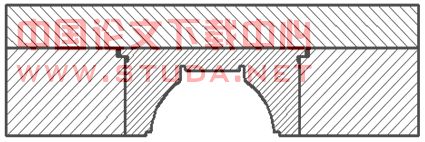
(2)����ǻ�IJ���
���ǵ�ģ�߳�������ͳ�о�ṹ�Լ���ģ��ʽ����ƣ�ģ�ߵ���ǻ���з�ʽ����ͼ��ʾ��
ͼ��1��
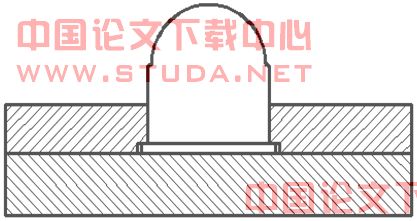
(3)������������
������λ��ѡ�������ԭ�����ܱ�֤�ܼ��������������ܼ���ģ����ģ�ߵĽṹ���������ܵ��ܼ���ģ���еij���λ�á���עϵͳ��ơ��ܼ��Ľṹ�����Լ����ȡ�Ƕ��λ����״�Լ��Ƴ�������ģ�ߵ����졢�������������յȶ������ص�Ӱ�죬�����ѡ�������ʱӦ�ۺϷ����ȽϾ�����Դ����·������ѡ��
a) ������Ӧѡ���ܼ����������������
b) �����ܼ�˳����ģ������ʹ�ܼ���ģʱ���ڶ�ģһ�ߡ�
c) ��֤�ܼ��ľ���Ҫ��
d) �����ܼ����������Ҫ��
e) ����ģ�ӹ����졣
f) �Գ��������Ӱ�졣
g) ������Ч����Ӱ�졣
h) �Բ����о��Ӱ�졣
ͼ��2��
�ġ���עϵͳ���
(1)�����������
��������һ����ע���������Ӵ����ɿ����������ͨ����ģ���е���������һ���������������һ�δ����ȵ�����ͨ������״�ṹ��ͼ(3)��ʾ�������Ҫ�㣺
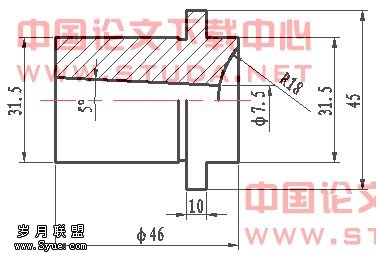
ͼ��3��
a) ��������Ƴ�Բ�Σ����ǿ�ȡ2��~6�㣬�����ڱ���ֲڶ�ȡRa=0.63��m���Ҽӹ�ʱӦ�ص������⡣
b) ��������˰�������뾶R2��ע����ġ�������뾶R1��1~2 mm�����氼�����3~5mm��������ʼ�����ֱ��d��ע����������ֱ����0.5~1mm��һ��d=2.5~5mm��
c) ������ĩ�˳�Բ������ɣ�Բ�ǰ뾶r=1~3mm��
d) ����������L��С��60mmΪ�ѣ�����˳���95mm��
e) �������������ڿɲ�ж�������������ϣ�����ϳ���T8A���ȴ�������Ӳ��53~57HRC��
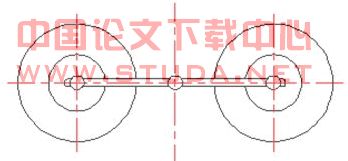
(2)�����������Ĺ̶�
��Ϊ���õ�������ף������ö�λȦ��Ϲ̶���ģ�ߵ�����ϡ���λȦҲ�DZ������⾶Ϊ��150mm���ھ���31.5mm��
����̶���ʽ��ͼ(4)��ʾ��
ͼ��4��
(3)�������������
a) ���������ѽ�����ˮƽ��������Ϊ�˱��ڼӹ���������ģ����������������ڷ������ϣ�������������״һ��ΪԲ������U�ΰ�Բ�μ����εȣ���������г��������ν���ӹ������Ժã����������������ɢʧ��������������һ���������ľ��鹫ʽ��ȷ�������ߴ磺
![]() ��ʽ1��
��ʽ1��
![]() ��ʽ2��
��ʽ2��
ʽ�� B�D���δ�ױߵĿ��ȣ�mm��
m�D�ܼ���������g��
L�D�������ij��ȣ�mm��
H�D���εĸ߶ȣ�mm��
������Լ58.5g���������ij���Ԥ����Ƴ�190mm��������2����ǻ��
����
![]() ȡBΪ15mm
ȡBΪ15mm
![]() =10 ȡHΪ10mm
=10 ȡHΪ10mm
����ʵ�����飬PP���Ϸ���������ֱ��Ϊ4.8~9.5��
�������ǿ���ѡ�����ֱ��Ϊ9.5mm��H=6.3mm��
����С�ױ߿���ȡ8mm�������봹ֱ�ڷ�����ķ���Լ��7�㡣��������ʹ����ˮ�ڰ壨��������˵�Ķ�ģ����м��֮���ټӵ�һ��壩�������������������ν��棬���ڷ�������������������ģ��
����ͼ��5����ʾ��
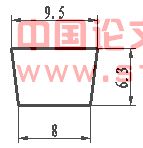
ͼ��5��
b) ����������
������Ҫ�����̣ܶ��������ۣ�����ע������������ʹ��ԭ�Ϻ�ע������ܺģ�����ѹ����ʧ��������ʧ������������Ƴ�ֱ�ģ��ܳ�190mm��
c) ����������ֲڶ�
���ڷ���������ģ�߽Ӵ����������Ѹ����ȴ��ֻ�����IJ�λ���������������״̬��Ϊ���룬������������ڱ���ֲڶ�Ra����Ҫ��ܵͣ�һ��ȡ1.6��m���Ҽȿɣ����������Բ��⻬����������������������ȴƤ��̶����Ӷ������IJ�λ������֮�����һ�����ٶȲ�Ա�֤��������ʱ�������˵ļ������ʺͼ����ȡ�
d) ����������ֲڶ�
�������ڷ������ϵIJ�����ǰ��������ǻ����������أ��ж��ֲ�ͬ�IJ�����ʽ����Ӧ��ѭ������ԭ��һ�������н��ա���Сģ�߰���ߴ磻��һ�������̾����̡���ģ������ƽ�⡣
��ģ�ߵ�����������ʽ����ƽ��ʽ, ��ͼ(1)��ʾ��
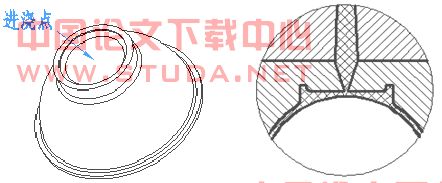
(4)�����ڵ����
������ƽ��Ͽڣ������ӷ���������ǻ��ͨ������ֱ�ӽ����⣬���ǽ�עϵͳ�н�����С�IJ��֣���ȴ�ǽ�עϵͳ�Ĺؼ����֣����ڵ�λ�á���״���ߴ���ܼ����ܺ�������Ӱ��ܴ�
a) ���ڵ�ѡ��
��������ϵͳ����ǻ֮���ͨ��,�������Dz��õ㽽�ڣ�
² �����ڳ����Զ������ϣ����������Զ����Ρ�
² ���ڵĺۼ������ԣ�ͨ�����غ�ӹ���
² ����֮ѹ����ʧ�����֮���ѹ����
² ���ڲ����ױ��̻�֮������֬������
�������ڳ����С�С�����ϼ���һģ��ǻ��ģ���У�Ҳ�����ڵ���ǻģ����治�����нϴ�ۼ����ܼ���
b) ����λ�õ�ѡ��
ģ�����ʱ�����ڵ�λ�ü��ߴ�Ҫ��Ƚ��ϸ�����ģ�����һ���Ľ��ڳߴ磬���۲��ú��ֽ��ڣ��俪��λ�ö��ܼ��������ܼ�����Ӱ��ܴ���˺���ѡ�ڵĿ���λ���������������Ҫ���ڣ�ͬʱ����λ�õIJ�ͬ��Ӱ��ģ�߽ṹ����֮Ҫʹ�ܼ��������õ������������һ��Ҫ���濼�ǽ���λ�õ�ѡ����ͼ��6����ʾ��
ͨ��Ҫ�������¼���ԭ��
² ���������������롣
² ����Ӧ�������ܼ��ں����
² ���뾡�������۽Ӻۡ�
² Ӧ��������ǻ�������ų���
² ���Ƿ��Ӷ���Ӱ�졣
² �������������䶯��
² ���ڴ������������ܳ���غɡ�
² ע������������Ӱ�졣
ͼ��6��
c) ��עϵͳ��ƽ��
������С���ܼ���ע��ģ���㷺ʹ��һģ��ǻ����ʽ�����Ӧ������֤���е���ǻͬʱ�õ���һ�ij���ͳ��͡�һ�����ܼ���״��ģ�߽ṹ����������£�Ӧ������������������ǻ�ķ�������Ƴɳ�����ȡ���״������ߴ���ͬ����ǻ����Ϊƽ��ʽ������ʽ���������Ҫͨ�����ڽ��ڳߴ�ʹ�����ڵ������������������ﵽһ�£�����ǽ�עϵͳ��ƽ�⡣��Ȼ��������Ƶ�ģ����ƽ��ʽ�ģ�������������������ǻ�ķ������ij�����ȣ���״������ߴ綼��ͬ��
d) ���������
�����۵�������Ҫ�����㡣һ����ע����������ʱ���ų�ģǻ�ڵĿ����������ų������ڼ��ȹ����в����ĸ������塣Խ�DZ�����Ʒ��Խ��Զ�뽽�ڵIJ�λ�������۵Ŀ�����Ե���Ϊ��Ҫ���������С�ͼ��������ҲҪ���������۵Ŀ��裬��Ϊ�������ܱ�����Ʒ�������˺�ע���������⣬������������Ʒ�ĸ���ȱ�ݣ�����ģ����Ⱦ�ȡ���ô��ģǻ�����������������أ�һ����˵��������ߵ�ע������ע�����ϣ�����Ʒ��ȴδ���½��ߣ��Ϳ�����Ϊģǻ�ڵ������dz�ֵġ�
�ʵ��ؿ��������ۣ����Դ��ע��ѹ����ע��ʱ�䡣��ѹʱ���Լ���ģѹ����ʹ�ܼ����������ѱ�Ϊ���ף��Ӷ��������Ч�ʣ����������ɱ������ͻ������������ġ������������Ҫ��ʵ�����飬ͨ����ģ����ģ�ټ������ƣ���ģ��������ģ���㲿������ϼ�϶��������������
�塢������������
ģ���о����ܼ�������״�ͳߴ�������Ϊ���������������ģ����о����顢���˺ͳ��ͻ��ȡ������������ʱ��ֱ�������ϽӴ�����������ĸ�ѹ�������ij�ˢ����ģʱ���ܼ��仹����Ħ������ˣ��������Ҫ������ȷ�ļ�����״���ϸߵijߴ羫�Ⱥͽϵ͵ı���ֲڶȣ����⣬���������Ҫ��ṹ�������нϸߵ�ǿ�ȡ��նȼ��Ϻõ���ĥ���ܡ�
��Ƴ������ʱ��Ӧ�������ϵ����Ժ��ܼ��Ľṹ��ʹ��Ҫ��ȷ����ǻ������ṹ��ѡ�������ͽ���λ�ã�ȷ����ģ��ʽ��������λ�ȣ�Ȼ����ݳ�������ļӹ����ȴ�����װ���Ҫ����г�������ṹ��ƣ������������Ĺ����ߴ磬�Թؼ��ij����������ǿ�Ⱥն�У�ˡ�
(1)����������Ľṹ���
1����ģ�ṹ���
��ģ�dz��Ͳ�Ʒ���ε���Ҫ������
��ṹ�ص㣺���Ʒ�Ľṹ��ģ�ߵļӹ��������仯��
��ƴ����Ϸ�ʽ���ŵ㣺
������״���ӵ���ǻ������������ʽ�ṹ���Ƚ��Ѽӹ������Բ������ʽ�İ�ģ�ṹ��ͬʱ����ʹ��ģ��Ե�IJ��ϵ����ܵ��ڰ�ģ�IJ��ϣ�����������ʽ��ģ����һ���IJ��ϲ����ã����ڰ�ģ����ƴ�ṹ����ͨ����϶��������������ĸģ�ȱ��Ρ�����ĸģ����ĥ��IJ�λ������ƴʽ�����Է���ģ�ߵ�ά�ޣ���������İ�ģ���ϡ�
���ʽ��ģ���˸��Ӱ�ģ�Ļ��ӹ����գ�������ģ�߳���������ȴ�����ģ�ߵ����������ڲ�����ƴ��϶���������ɽ�ʡ����ģ�߲��ϡ�
ͼ��7��
2����о�ṹ���
����Ƕ��ʽ��о��������С���ܼ��Ķ�ǻģ��������ģ���С���õ�Ƕ��װ�䷽����̨����ʽ������װ�䷽������ͨ���ݶ�����ʽ�������ݶ�����ʽ��
ͼ��8��
(2)��������������ߴ����
��ν��������Ĺ����ߴ���ָ���������ֱ�ӹ�����ǻǻ��IJ�λ�ijߴ磬��ֱ�Ӷ�Ӧ�ܼ�����״��ߴ硣����Ӱ���ܼ��ߴ羫�ȵ����ض��Ҹ��ӣ��ܼ���������Ҳ���Դﵽ�߾��ȣ�Ϊ�˼����㣬�涨��
Ø �ܼ��Ĺ���
�ܼ��Ĺ���涨���������ƣ���Ʒ�������ߴ繫��ȡ��ֵ��![]() ������Ʒ����ǻ�ߴ繫��ȡ��ֵ��
������Ʒ����ǻ�ߴ繫��ȡ��ֵ��![]() ��������Ʒ��ԭ�й���ı�ע�������ϲ�������Ӧ�����Ϲ涨����ת��������Ʒ�����ľ�ߴ繫��ԳƷֲ�ԭ����㣬��ȡ
��������Ʒ��ԭ�й���ı�ע�������ϲ�������Ӧ�����Ϲ涨����ת��������Ʒ�����ľ�ߴ繫��ԳƷֲ�ԭ����㣬��ȡ![]() ��
��
Ø ģ�����칫��
ʵ��֤����ģ�����칫���ȡ�ܼ������![]() ~
~![]() ������z=
������z= ![]() �����Ұ����ͼӹ������е���������ȡ��+������-�����ţ���ǻ�ߴ粻��������ȡ��+��z��,��о�ߴ粻�ϼ�С��ȡ��-��z�������ľ�ߴ�ȡ��
�����Ұ����ͼӹ������е���������ȡ��+������-�����ţ���ǻ�ߴ粻��������ȡ��+��z��,��о�ߴ粻�ϼ�С��ȡ��-��z�������ľ�ߴ�ȡ��![]() ������ȡ
������ȡ![]() ��
��
Ø ģ�ߵ�ĥ����
ʵ��֤��������һ�����С���ܼ������ĥ������ȡ�ܼ������![]() �����ڴ����ܼ���ȡ
�����ڴ����ܼ���ȡ![]() ���¡����������ǻ���棨����о���棩����Ϊ��ģ����ֱ����ĥ������c=0��
���¡����������ǻ���棨����о���棩����Ϊ��ģ����ֱ����ĥ������c=0��
Ø �ܼ���������
�ܼ����ͺ������������������йأ�ͨ����ƽ�������ʼ��㡣
![]() =
=![]() %=2%
%=2%
Ø ģ���ڷ������ϵĺ�ģ��϶
����ע��ѹ����ģ�߷�����ƽ��ȵ�Ӱ�죬�ᵼ�¶�ģ����ģע��ʱ������һ���ļ�϶��һ�㵱ģ�߷��͵�ƽ��Ƚϸߡ�����ֲڶȽϵ�ʱ���ܼ������ķɱ�ҲС���ɱߺ��һ��ӦС����0.02~0.1mm��
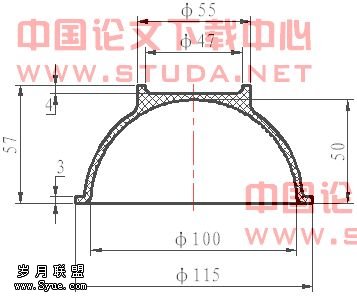
1�����ͳߴ磨mm��
ͼ��9��
���ݹ�ʽ �� LM=
D1M=
=
=116.445![]()
D2M=
=
=56.45![]()
���ݹ�ʽ �� HM=
H1M=
=
=57.65![]()
H2M=
=
=2.93![]()
2����ǻ�ߴ磨mm��
���ݹ�ʽ �� ![]() M=
M=
![]() 1m=
1m=
= 
=![]()
![]() 2m=
2m=
=
=![]()
���ݹ�ʽ �� ![]() M=
M=
![]() 1M=
1M=
=
=51.43![]()
![]() 2M=
2M=
=
=4.24 ![]()
������ģ������������
��������������Ҫ�㣺
Ø С��ģ��һ��ֻ������������������Ԫ��ģ��λҪ���õȾ��ҶԳƲ��õķ��������к�ģ��λҪ��ʱ����Ӧ��ȡ�Ⱦ����ԳƲ��ã��Ⱦ��ԳƲ��õ���ʽ��������ģ�߳������������ĸ���������ȡ�Ⱦ����ԳƲ��ã��Ⱦ��ԳƲ��õ���ʽ��
Ø ֱ���׳�Ӧ���ڼ�ģ��ģ��ϱ���ģ�ߣ����ʹ�ͷ������ҪӦ���ڸ���ģ�������ģ�ߵĶ���ģ�����У����ʹ�ͷ������ҪӦ�����Ƴ������ĵ����С�
Ø �������Ӧ�����ֲ���ģ�ߵ���Χ����Ե��λ���������ĵ�ģ���Ե�ľ����һ��ȡ�����̶��˵�ֱ����1~1.5����������λ�ÿɲμ���ģ��ϵ�С�
Ø �������̶��ڷ�����ģȡ����ģ�߲��֣������ijЩ�����Ҫ�����ܼ��ڶ�ģ�������Ƽ�����ģ��Ϊ�˶��Ƽ���������֧�����ã����ڶ�ģ�����õ�����
Ø Ϊ��ȷ����ģ�ķ������������ϣ������뵼���ڷ����洦Ӧ���ó�м�ۣ�һ�㶼����ȥһ���棬���ڵ��Ŀڵ��ǣ�
Ø �����������ֵij���Ӧ����о����ĸ߶ȸ߳�6~8mm����ȷ���䵼�����á�
Ø Ӧȷ�����������������������ƽ�У��Լ�ͬ���Ҫ����Ӱ���ģ��ȷ�ԣ��������������
Ø �����������ֵ���Ͼ��Ȳ���H7/f7���;���ʱ�ɲ���H8/f8��H9/f9���������̶����ֵ���Ͼ��Ȳ���H7/k6����H7/m6���������밲װ֮��һ����H7/m6�Ĺ�����ϣ����ò����ݶ���ֹ�䱻�γ���
Ø ������������С������Ҫ�ߵ�ģ�ߣ�������ֱ����ģ���ϼӹ��ĵ������ϡ�ͨ�������Ӧ��־ͨ�ף������ǻ���غ��������ä��ʱ����Ӧ��ä�ײ������ͨ���ף����ڵ���������������ڶ�ĥ�������ۣ����������ij��������ֲڶȿɸ���ͬ�ȹ��ĵ��׳ߴ���ȡ�����ȳ�������Ӧ���������̻����档
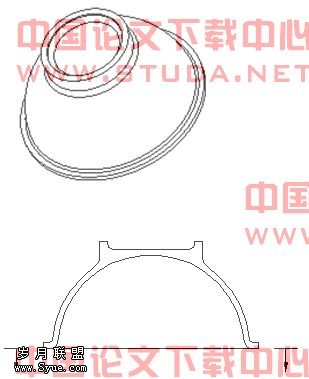
��1���������Ľṹ
��ͷ������ͼ��10����ʾ��
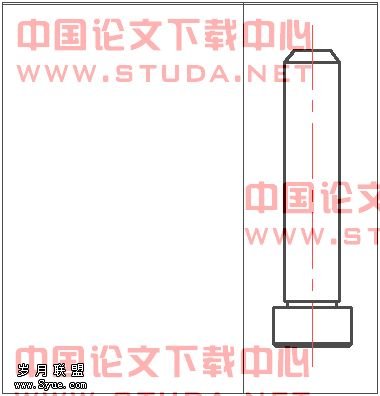
ͼ��10��
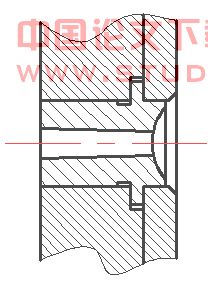
��2�������Ľṹ
��ͷ������ͼ��11����ʾ��
ͼ��11��
�ߡ���ģ���������
��1������ģ������Ƶ�����ԭ��
a) Ҫ���ڿ�ģ�������ܼ����ڶ�ģһ�࣬�Ա��Ƴ������������ڶ�ģһ�࣬�Ӷ���ģ�߽ṹ��
b) ��ȷ�����ܼ���ģ�߰�������ճ�����Ĵ�С���ֲ���������Ե�ѡ��������Ƴ�װ�ú��Ƴ�λ�ã�ʹ��ģ���Ĵ�С���ֲ�����ģ����һ�£��Ƴ������õ�Ӧ�����ܼ���ģ����������λ�ã�ͬʱҲӦ���ܼ��ն���ǿ������λ�ã����������澡���ܴ�һЩ���Է�ֹ�ܼ��ڱ��Ƴ������б��λ���
c) �Ƴ�λ��Ӧ�����������ܼ��ڲ�����ܼ����Ӱ�첻��IJ�λ�����������õ��ܼ���ۡ�
d) �Ƴ�����Ӧ�ṹ�������ɿ��������Ƴ���λ������ȷ��λ�Ҳ��������������棬���㹻��ǿ����նȣ���Զ�������켰ά���㡣
(2)���Ƹ����
1���Ƹ˵���״
��ͼ(12)��ʾ

ͼ��12��
2���Ƹ˵�λ���벼��
a) Ӧ������ģ������IJ�λ�����Ȳ��á�
b) Ӧ��֤�ܼ����Ƴ�ʱ�������ȣ��Ƴ�ƽ�⣬�����Σ����ܼ�������ģ������ͬʱ������Ȳ��ã���ij����λ��ģ�����ش���ô�Ӧ��������Ŀ��
c) �Ƹ�Ӧ�����������ܼ���ڡ�Ե����ǿ���ܼ�ǿ�ȡ��նȽϴ����ṹ���⣬��Ҫ���ڱ��ڴ�ʱ���ɲ�����״�Ƹ�������Ӵ������
d) �Ƹ˵����ò�ӦӰ��ģǿ���������������ڶ��������о��ڦ�1![]() 0.13mm�����Ƹ���������о�ڲ������ܼ��ڲ�ʱ���Ƹ˿���о��ڦ�2
0.13mm�����Ƹ���������о�ڲ������ܼ��ڲ�ʱ���Ƹ˿���о��ڦ�2 ![]() 3mm��
3mm��
e) ��ģ���������ѵIJ�λӦ�����Ƹˣ�����������ϼ�϶������
f) ���ܼ��ϲ��������Ƹ˺ۼ�ʱ�������ܼ�����������ϲۣ��Ӷ����Ƹ��������ϲ��ڵ������϶����ܼ���
(3)���Ƽ�����Ƶ�Ҫ��
a) �Ƽ�������оӦ��3��~10���������ϣ��Լ���Զ��Ħ������������λ�Է�ֹ�Ƽ���ƫ�Ķ����ϣ��Ƽ�������о���֮��Ӧ��0.20~0.25mm�ļ�϶���Է�ֹ����IJ��˶��������Ƽ�������о�����ϼ�϶�Բ�������������Ϊ�����ϵ�������ϼ�϶�ɲ�����Ƽ�������о����ϵı���ֲڶȿ���ȡRa0.8~0.4��m��
b) �Ƽ�����þ����ʴ�����45�����죬��Ҫ��Ƚϸߵ�ģ�ߣ�Ҳ���Բ���T8��T10�Ȳ��ϣ�����Ӳ��53~55HRC����ʱҲ�������Ƽ���������������ӳ�������
c) �����Ƽ����ѳ�Ԫͨ�Ĵ�����ǻ�������ܼ�ʱ��Ӧ����о������һ������װ�ã��Ա����ܼ���ģʱ����о���ܼ����γ���ա�
d) �Ƽ��帴λ�����ư��붯ģ�����Ӧ����Ϊ����ģ�ߵ�2~3mm��϶��
(4)����ģ�г����Ƴ�������У��
��˫������ע��ģ����ģ�г�Ϊ��
S�� H=H1+H2+a+(5~10)mm
ʽ�У�H1����Ϊ�ܼ��Ƴ�����
H2����������עϵͳ���ڵ��ܼ��߶�
S������ע����ƶ��������г�
H�������迪ģ�г�
a�����м���붨ģ�ֿ�����
�俪ģ�г�HӦС�ڶ�ģ�ƶ����붨ģ�̶���֮���������S0��ȥģ�ߺ��H1������H![]() S0-H1
S0-H1
����˫������ע��ģ
H![]() S0-
S0-![]()
(5)����עϵͳ������ģ����
�������ϵ���ģ��ʽ�������������ʽ��ģ���㽽��ʱ�ϵĽ�עϵͳ�ܹ����ÿ�ģ����ʵ���ܼ����������ϵ��Զ����룬ͬʱ�����ܼ���ģ�İ��������ܼ��������������ϡ�
���տ�Ƭ
��Ʒ���� | �� | Ԥ�Ⱥ��� | �¶�t(��C) | 90 | ע��ѹ�� P��MPa�� | 70-100 |
��Ʒ���� | PP | ʱ�� r(h) | 1 | ע��ʱ�� tע(s) | 20-60 | |
��Ʒ��� | 65cm3 | ��Ͳ�¶�t(��C) | ǰ�� | 160-180 | ��ѹʱ�� t��(s) | 0-3 |
��Ʒ���� | 58.5g | �ж� | 180-200 | ��ȴʱ�� t��(s) | 20-90 | |
ͶӰ��� | 103.81cm2 | ��� | 200-220 | ��������t(s) | 50-160 | |
���ͷ��� | ע����� | �����¶� t(��C) | ���� | |||
ע������� | �ݸ�ʽ | ģ���¶�t(��C) | 80-90 | �������� | �е����� | |
�� ��
����ʦ��������죬�Ϳ�ʼ���룬��ģ����ô�죬����û��һ����ף�һƬ�հף����������IJ������ϣ��붯�ֻ�ͼ���ҵ������ġ�
���θ���ʦ�IJ��ģ��������У��˽�����Ƶ����̣���ô��ȥ��������飬���������Ҫע��������������������磬��������Ľṹ����У���ģ�������ʽ���Լ��ӵĻ��ӹ��գ�������ģ�߳���������ȴ�����ģ�ߵ�����ͼֽ����ϸ����Ӧ������IJ��ϡ������������ע��һЩ���ݣ���ģ�����ȷ��,��������Ӧ������ȷ�����ֿ�ģ�����ʵ�֡�
�ع�ͷ�����ҵ���ƣ������������˵ļ����Ҫ�ڹ�����λ�ϣ�������Щ�Ͳ�ֵ��һ���ˣ�����ֻ���������Ľ��������вŻ᳤�����㲻�������ƣ��Ӷ������ջ��Ǵ��㿪ʼ�����������Լ�����̤������Ƶ��ọ́��϶���������ڡ����������ĸ�л��ʦ�ֳ���ָ����Զ��Э����
����������.����ģ�����ֲ�.����:��е������,1997
�÷,�곤������.ע�ܳ��ͼ�ģ�����ʵ�ü���. ����: ����ҵ������,2002
���̺�,��Ч�����.ע��ģ�ߵ��ͽṹ100��. ����: ��ѧ��ҵ������,2000
����������. ���ϳ�������ģ�����, ����: ��е��ҵ������, 1998
������, ��־Զ����. ʵ��ע��ģ����ֲ�. ����: �Ṥҵ������,2000
������, ����������. ע����Ʒ��ע��ģ�����. ����: ��ѧ��ҵ������, 2003
�ƺ�����. ���ϳ��ͼӹ���ģ��. ����; ��ѧ��ҵ������,2002
����������.ģ�߳��û������. ����; ��е��ҵ������2003
����,���������. ע��ģ�����Ҫ����ͼ��, ���� :��ѧ��ҵ������,1999
����������ģ�߽ṹ���. ����; ��е��ҵ������,2003
����˼����. ע�ܳ��ͼ���. ����; ��е��ҵ������,2002
��־������. ����ģ�����, ����; ��е��ҵ������,2002
½������.ʵ��ע����ģ�����. ����: �й��Ṥҵ������, 1997