输电线路铁塔Q420材质塔材的加工
摘 要:文章主要是针对现有输电线路铁塔设计中引进新的材质类型Q420,从Q420材质的物理及化学性能方面对引进新材质所影响的铁塔加工及检验方面来,说明加工及焊接应注意的事项来保证产品的质量来进行了论述。
关键词:铁塔;Q420;加工
Abstract: This article is mainly aims in the existing transmission line iron tower design to introduce new material quality type Q420, to introduces the iron tower processing which and the examination aspect from Q420 material quality's physics and the chemical properties aspect the new material quality affects explained that processes the item which and welds should pay attention to guarantee the product the quality has carried on the elaboration.
Key words: iron tower; Q420; processing
伴随我国的飞速,作为基础工业的电力输出起着尤其重要的作用,在2008年年初,我国南方发生的特大冰灾也为输电线路铁塔提出了更高的要求,如何提高铁塔在极端恶劣环境中的能力,从设计与加工的角度提高铁塔风险防范迫切与必要。从与效益的方面出发,提高材料的性能来抵抗外来的灾害。
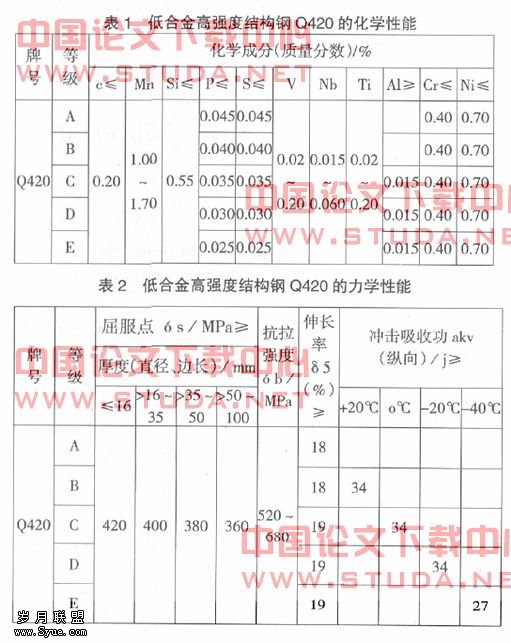
1 Q420材质的物理及化学性能
2 Q420材质的入厂检验及焊接材料要求
Q420高强钢入厂的检验项目主要包括钢材的外观质量、规格尺寸、允许偏差、力学性能及化学元素分析等,钢材的外观质量除应符合有关标准及设计要求外,尚应符合下列规定:当钢材表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于该钢材厚度允许负偏差值的1/2;钢材端边或断口处不应有分层、夹杂等缺陷。焊接材料入厂时应同时提供产品质量证明书(包括熔覆金属化学成分、力学性能保证值、推荐的焊接工艺参数等)。Q420高强钢与其他低级别钢材焊接时,宜选用强度与钢材级别低一侧相配的焊接材料。焊条、焊剂在使用前应按照说明书的要求进行烘干,重复烘干不得超过两次。受潮的焊条不应使用。焊丝在使用前应清除锈、垢、油污。
从Q420材质的化学性能及物理性能出发,Q420材质的角钢及板材综合力学性能不佳,强度虽高,但韧性、塑性较低。焊接时,脆化倾向大。冷热加工性尚好,但缺口敏感性较大。正是由于这方面的原因,从设计规范及国家电网公司的要求中都对Q420材质的机械加工提出了要求,涉及Q420材质的加工必须采用钻孔工艺,就是要通过钻孔来减弱缺口敏感性,来提高材料的使用机械性能,所以要求Q420材质的角钢的下料通过带锯床来完成。需要冲孔的部位全部采用钻孔。
4 热矫正及热变形加工工艺
热矫正应采用中性火焰加热。热矫正前应确定加热部位和矫正步骤。工件经一次热矫正后仍没有达到要求,不允许在原位置进行重复加热。加热温度在200℃~300℃范围内,严禁锤打和弯曲。热矫正一般采用点状加热或线状加热方法。点状加热点的直径根据板材的厚度确定,一般为10 mm~30 mm,加热点的间距根据变形量确定,一般应大于50 mm。线状加热的加热线宽度应为钢板厚度的0.5~2倍,加热线之间的距离视工件的不平度确定,一般应大于50 mm。加热时火焰应均匀移动。热矫正时加热温度不应超过900℃。热矫正后工件严禁强制冷却。在低温环境(0℃以下)进行热矫正时,加热部位应采取缓冷措施。热变形加工前需按照图样等技术工艺文件对工件进行确认,制定工艺方案。热变形加工时应采用专用设备和工装模具。对钢板,当弯曲线方向与轧纹垂直时热变形加工时的最小曲率半径为1.5倍板厚,当弯曲线方向与轧纹平行时最小曲率半径为2倍板厚;对角钢,加工后边厚最薄处不得小于原厚度的75%;对钢管,加工时的最小曲率半径为钢管直径的2倍,并采取适当措施防止钢管失圆。加热时应采用电炉、煤炉或油炉等设备,不得采用氧燃气火焰加热。
5 焊接加工工艺
焊接Q420高强钢的焊工、技术管理人员、质检人员,应经过Q420高强钢焊接专项技术考核,取得相应的资格证书后,才能进行焊接、技术管理、及质量检验工作;无损检测人员,须经过国家授权的专业考核机构考核合格,其相应等级证书应在有效期内,按考核合格项目及权限从事焊缝无损检测和审核工作。焊接设备及辅助设备应满足焊接规范参数的要求,施焊前必须先进行焊接工艺评定,工艺评定的相关检测试验应由具有国家技术质量监督部门认证资质的检测单位进行;焊接时,作业区的环境温度不得低于5℃,相对湿度不得大于90%,否则应对焊件采取预热措施。坡口制备宜采用机械方法加工。焊件在组对前应彻底清除焊接部位及周围10 mm~15 mm范围内氧化皮、油污、铁锈等杂物,直至露出金属光泽。定位焊所用焊接材料、焊接工艺应与正式焊接的材料、工艺相同。定位焊缝厚度不宜超过设计焊缝厚度的2/3,定位焊长度宜为30 mm~50 mm,间隔不宜超过600 mm。定位焊接时,严禁在焊缝以外的母材上引弧,熄弧时应将弧坑填满。
6 质量检验要求
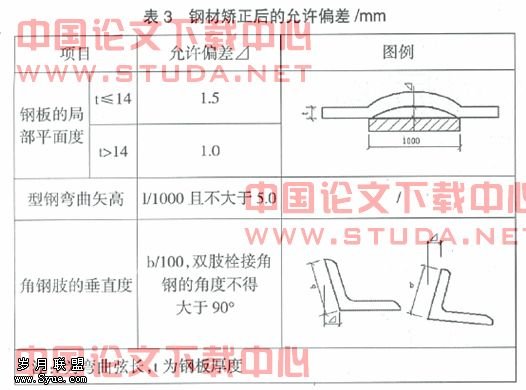
质量检查人员应首先检验Q420材质的出厂检验证明,保证Q420材质物理及化学性能是满足要求的;再进行原材料进厂以后的复检(包括外观及物理化学性能),只有上述全部满足要求才能进行投入生产使用。在生产的各个工序环节要严格遵守工艺规定及设计要求进行检验,保证每一个环节都在可控的范围内进行。热矫正后的钢材表面,不应有明显的凹面或损伤,划痕深度不得大于0.5 mm,且不应大于该钢材厚度允许负偏差的1/2。热矫正工件不允许出现表面裂纹缺陷。钢材热矫正后的允许尺寸偏差,应符合相关规定。按矫正件数抽查10%,且不应少于3件,检验方法为观察检查和实测检查。抽样检查的工件如有不合格工件,应加倍抽检。如加倍抽检工件中仍有不合格工件,则应对余下工件的全数进行检查。
7 结论
文章主要介绍了输电线路铁塔在引进新的材质Q420后,从原材料进厂的检验到生产加工的各个流程的工艺要求及实际操作规范,面对新的技术要求对铁塔加工提出了一个新的课题。要求铁塔加工企业只有严格遵守国家规范和工艺要求才能保证铁塔加工质量和安全性能。