气压顶升法在烟囱钢内筒施工中的应用
摘 要:文章介绍了气压顶升法首次在山西省大型火电厂烟囱钢内筒施工中的应用,阐述了气压顶升法施工的原理、工艺流程及顶升的施工技术。
关键词:烟囱钢内筒;气压顶升倒装法;内密封环
Abstract: The article has introduced the atmospheric pressure and carried and promoted the application in the tube in chimney steel of large-scale thermal power plant of Shanxi constructs for the first time of the law,have explained the atmospheric pressure carries and promotes the principle that the law constructs, technological process and carries the construction technology rising
Key words: tube in the chimney steel;the atmospheric pressure carries and rises to invert;sealed ring inside
武乡电厂2×600 MW亚临界机组配备一座套筒式烟囱,烟囱由内筒和外筒两部分组成。外筒为变坡度钢筋混凝土结构,高233 m,内筒为内径9.5 m的单管钢筒体,高240 m。钢内筒材料采用爆炸—轧制方法使金属钛(复材)与普通Q235-B钢(基材)达到冶金结合的钛/钢复合板,复合板厚度从下至上分别采用了(20+1.2)mm、(18+1.2)mm、(16+1.2)mm、(12+1.2)mm 4种规格。将复合板卷制成弧板后,分不同定尺的4块板组成一圈,每圈的高度均为2 m,拟采用气顶倒装法在烟囱内组焊成钢内筒,钛/钢复合板内筒的总重量为1 097 t。在钢内筒与外筒壁之间设计有7层钢制平台,各层平台之间有钢扶梯上下。
1 气顶倒装法施工原理及工程应用
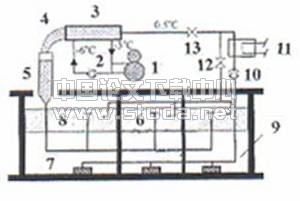
气顶倒装法施工工艺原理如同“气缸与活塞”的关系,先用常规吊装工具在筒体基础上将内筒顶部组装到一定高度(15 m~20 m)后,再将内筒上口焊上专用的锥形上封盖,构成一个下端敞口的“气缸体”,将其套在预先用钢板加工好的直径8 m、高8.75 m的圆柱体“内底座”外周,内底座搁置在内筒基础底板上,下口采用钢板焊接密封,上口与钢内筒相接处设内密封环,内密封环犹如一个超大直径的汽车轮胎,固定在内底座外圈,密封环内胎充气后使得L形外胎与钢内筒内壁贴紧。这样,在内密封环以上、钢内筒上封头以下筒段所包围的范围内构成一个密闭腔。外部气源通过管道由底部向密闭腔内通入压缩空气,当作用于上封头的空气压力超过已组对的上筒段(包括锥形封头重量在内)的重量,并足以克服内密封环对内筒壁的摩擦力时,钢内筒便向上滑移,滑移上升使筒段底口高度超过后续节的钢板高度(2 m)后,便将卷制的弧形复合板(4块围成一个整圈)在内底座的周围合拢,组焊成后续筒节,再适量放气使上段筒体徐徐下降与后续筒节对接相焊,如此反复,使钢内筒接长到顶。
2 工艺流程
烟囱外筒壁及内部各层钢平台施工完毕→制作锥形上封盖及内底座→烟囱外筒顶部临时承重钢梁及导向滑轮系统安装→卷扬机牵引系统安装→内密封底座(带可密封的人孔)安装就位→组焊平台及吊装运输复合板的弧形轨道安装→钢内筒首段(约15 m)安装组焊→锥形上封盖安装→内密封环及导向轮安装→空压机、储气罐及管路系统安装→气顶操作柜(带气压表)安装→调试→逐层气压顶升→逐层止晃点安装→拆除钢内筒组装底座→钢内筒就位固定→烟道口开孔→分片拆除顶升装置。
3 关键施工技术措施
3.1 内密封底座设置
内底座设置于筒体基础上,底部圆形钢板延伸出底座筒体300 mm左右,为防止气压顶升过程中气压对底板的作用而导致不均匀变形,底板基础面应平整、坚实,并在基础面上铺垫25 mm左右中砂,以利底板对基础面的传力均匀。底座筒体内部每隔1 m高度设置幅状型钢拉条一层,以防筒体变形。
3.2 钛/钢复合板内筒组装底座平台
复合板内筒顶升期间应搁置在0.6 m高的钢制底座上,底座为环形结构,中心直径同钢内筒,做法为沿周长固定间距750 mm的钢短柱,上焊20 mm厚环形钢板,以便在两短柱之间人员出入设置进出气管道以及空气流通,从而保证钢内筒与内密封底座之间的环形操作空间内的环境良好。为保证安装质量,底座水平环形钢板面的平整度偏差不应大于3 mm。钢内筒顶升完毕后,拆除该底座,并放气使内筒徐徐降下,按设计与基础预埋件紧固连接。
3.3 内密封环
密封环材料与结构必须符合耐磨性和密封可靠性的要求,由专业橡胶制品厂定做。耐磨性是保证整座钢内筒气顶完成前不必进行更换密封环。密封可靠性是在整个气顶工序完成前在最高气压条件下无明显漏气,采取的措施:首先,在每节钢内筒组对焊接完成后,筒内壁焊口做清根处理保证筒体内表面的光滑度;其次,密封环在施工前做严密性试验,根据试验数据确定出补气量和内胎的气压;再次,在钢内筒制作时,椭圆度允许偏差,用弦长1.5 m的弧板检查,不超过±2 mm。
施工前,根据每节顶升的上部内筒和锥形上封盖重量之和,列表出每节顶升所需的充气压强,作为气顶时气压表显示的理论值。密封环对钢内筒壁的静摩擦力则采用10 t卷扬机通过导向滑轮牵引锥形上封盖克服。摩擦力的大小与密封环材料、内胎充气压强及内筒内表面平整度等因素有关,可在调试中确定,一般为8 t左右。内胎的充气压强要大于气顶容器内的压强,但不得超过其出厂预定的最大充气量和压强。如在气顶过程中内胎爆裂,由于气顶装置内超过外界的空气压力,使得L形外胎与内筒壁贴压紧,钢内筒不至于大量漏气下滑,故采用此法设置的气顶装置是安全的。
3.5 控制半径的技术
在钢内筒组装底座上精确放线定位后,焊上控制内筒曲率半径的小槽,用气顶装置的弧形轨道吊将卷制的弧形钛/钢复合板大体就位,焊接3片后逐步在半径槽内就位,最后一道垂直缝的焊接组对,采用两只5 t的手拉葫芦把相邻的两张板收紧。
3.6 控制钢内筒中心点及垂直度的技术
在烟囱顶部固定承重钢梁时就把提升钢内筒的钢丝绳定位为中心点,其次在烟囱每层平台上设置4个止晃装置,在内密封底座上固定两层导向轮,每层8个对称设置,以保证钢内筒垂直上升。首段钢内筒安装则采用相互垂直的4个方向揽风钢丝绳及手拉葫芦调节垂直度。
4 检验
严格执行质量四级检查验收制度,贯彻自检与专检相结合方式。加工构件事先放样,焊缝质量符合焊接规范。卷好的复合板,在拉运、吊装时,应采取措施,防止钢板变形影响拼装。气压顶升装置属于密闭容器,使用和加工中严格按照压力密闭容器的有关规程进行操作。

5 结束语
通过该工程的应用,采用气压顶升法施工钢内筒可靠、安全、,比起以往采用的液压提升法施工,不仅节省了液压提升装置的采购费用,在设计外筒壁时,因气压顶升的负荷不加载在外筒壁上,使得外筒壁厚度及含钢量减小,降低了工程投资。
气压顶升并非是一项非常复杂的施工过程,掌握其工艺本质、不忽视每个细节,作精心准备和施工设施的完善是其关键。本例中采用了L形外胎内密封环,大大提高了其安全性能,施工进程得以保障,1 097 t结构在4个月内完成,竣工后荣获了“山西省电力建设工程优质施工项目”奖。通过成功的实践,进一步推动了气压顶升在工程中的应用。