浅谈面向MES的车间作业调度算法的研究与开发
来源:岁月联盟
时间:2010-08-22
关键词:MES;制造执行系统;作业车间调度与控制
概述
传统的单纯依靠人的经验来进行生产调度的模式已经不能适应现今快速的市场变化了,而MRPII和ERP等生产管理软件适合于长期计划指导,MES则是根据底层控制系统采集的与生产有关的实时数据,对短期生产作业的计划调度、监控、资源配置和生产过程进行优化。MES技术在信息化中扮演着重要的角色,处于信息化的中间层。
MES(Manufacturing Execution System)即制造执行系统的缩写,是20世纪90年代在美国提出的应用于公司制造行业的一个新概念,其在工厂综合自动化系统中起着重要作用。MES有三类:单一功能的MES、集成的MES和可集成的MES,前两类属于传统的即T-MES,其在新的生产环境下显示出很多的缺点,所以具有敏捷性特征的I-MES应运而生,它已经成为了现今制造企业的主导制造模式,即敏捷制造。而在MES的功能模块中,车间作业调度与控制是其核心所在。
生产调度和控制主要研究在动态的生产环境中进行资源优化分配、作业计划生成和对生产系统进行适应性控制的问题。在生产系统中,由于存在大量的各种动态变化的因素,如生产准备,成本因素,交货期要求和制作资源的限制等等。使制造加工过程变的异常复杂。一个复杂的制作系统的成功依赖于对作业车间通过实时决策进行有效的生产调度与控制。
车间作业调度方法与策略
国内外的相关人员通过对各种调度方法与策略的研究,已经提出了很多控制系统模型,每种模型都是按照调度中常用的一个或多个性能指标来设计的,车间调度的常用性能指标有:
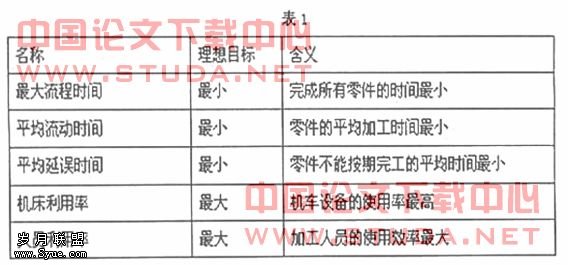
当然生产过程是个综合的过程,就好像我们机中的拥塞控制一样,往往要综合考虑多种因素,找到一个最佳的平衡点,才是解决问题的关键。所以实际的调度问题往往是多目标的,这些目标间并不一致,就好像我们要有好的音质和画面往往就要有存储空间为代价一样,调度中也要平衡多种性能指标,有效地进行多目标调度。
作业车间调度的研究方法有:最优化法及近似/启发式方法。研究表明,JSP中寻找最优解是很困难的,不如试图在合理有限的时间内寻找到一个近似的、有用的解。
调度的策略有:并行或分布策略、分解与成组策略、人机交互策略、动态重调度策略、多目标优化策略。
敏捷制造环境下的新型调度方法探讨
现今制造业的新特点是:多品种、小批量、制造周期短、质量要求高,在生产制造的过程中有很大的不确定性,称之为敏捷制造环境。在传统的制造环境中假定最初便具有全部决策信息的静态调度则不能适应新环境的调度要求了,所以在敏捷制造环境下一般要采用动态调度。动态调度的方法有:人工智能(AI)方法、分布式人式智能(DAI)方法、仿真方法、人机交互方法、基于多代理结构的车间动态调度方法等。
郑华林等人研究的一种新型的单件小批量生产车间调度方法中用到的剩余加工时间最大的优先分派原则即MWR(Most Work Remaining)进行工序粗排,使工件在系统中的流通时间最短,再在此基础上,以工件的提前/拖期时间最大的工艺块为调整目标,进行细排,从而得到一个优化的生产作业计划。可见结合生产实际确定调度中重点实现的性能指标,合理的进行工序安排调度是研究MES车间作业中新的调度方法的重要思想。
王龙生等的《一种新型的作业车间调度算法的研究与实现》一文在讨论了车间作业调度与控制的已有的方法和策略基础上结合我国的现有情况,开发了采用分层分布式控制方式和相对剩余加工最大的优先分配原则的新型作业车间调度与控制原型系统。其中剩余加工最大的优先分配原则是作者提出的一种新型的优先分派规则。优先分派规则就如同计算机操作系统中的作业管理中有先来先服务算法、最短作业优先算法、优先级算法等等。已有的优先分派规则有:

我们知道生产一个工件通常要由很多道工序组成,所以上面LPT与MWR的区别就是:LPT只比较单个工序的用时长短而MWR则比较的是工件所剩余的后继工序的时间之和。而本文作者提出的相对剩余加工时间最大的分配原则于MWR又有所不同:MWR中的剩余总加工时间相当于本文作者定义4中的绝对剩余加工时间TAR,而作者对工序的排序依据是定义5中的相对剩余加工时间TRR,因为在工件实际的加工过程中往往会有不同工件对同一机器的竞争,使得工件的工序加工不能总是在连续进行中,可能会有等待,这样考虑相对剩余时间最长进行优先排序的方法应该说更符合生产实际,从而就更可能有效地实现最大流程时间最小或平均流程时间最小的性能目标。
可以这样理解:制造系统内每一台机床前都存在一队列(集合), 该集合中存放的是当前该设备能够加工的工序(机床的可加工工序集合),称为机床虚拟工序队列。在刚开始时,即t=0时, 机床虚拟工序队列集合为空, 经过初始化,队列中有了元素(即工序)。设备的下一个加工工件是在该机床虚拟工序队列集合中按一定的规则进行选择的。此处的选择即使用的调度方法,当机床按设置好的调度方法选择好1个工序后,从对应的机床虚拟工序队列集合中删去该工序对应工件的所有工序。所以说调度只发生在工序间有对同一机器的竞争中。 算法验证与实现
一个新提出的作业车间调度算法是否是可行的,要对算法有严格的定义,建立算法的数学模型,还要开发出调度软件,通过典型案例验证算法在工程中的可行性和有效性。调度问题是许多机应用领域的重要问题,Job-Shop调度是其中的一类典型的困难问题,它通常包含多个可并行实现的目标以及实现这些目标的多种方法与资源。作为调度问题中代表性的Job-Shop调度,其目标是以尽可能少的时间,同时满足其它一些约束条件情况下,将各种操作调度到适当的机器上,分别加工某些构件,最终生产出某种产品。
接下来就到了实际设计阶段:首先按照软件工程的设计方法对业务(下转67页)(上接65页)进行建模,分析需求最后产生系统设计模型,再选择合适的工具软件进行系统开发。
Oracle Server是一个对象一关系数据库管理系统。它提供开放的、全面的和集成的信息管理方法。
WebLogic是美国bea公司出品的一个application server确切的说是一个基于j2ee架构的中间件,webserver是用来构建网站的必要软件,用来解析发布网页等功能,它是用纯java开发的。
PL/SQL是Procedural Language/SQL的缩写,是一种高级数据库程序设计语言,PL/SQL语言在将SQL语言的灵活性及功能与第三代语言的可配置能力相结合方面是独一无二的。该语言集成了面向过程语言的过程结构和强大的数据库操作,为设计复杂的数据库应用提供了功能强大、健壮可靠的程序设计语言。该语言专门用于在各种环境下Oracle数据库进行访问。由于该语言集成于数据库服务器中,所以PL/SQL代码可以对数据进行快速高效的处理。
小结
MES在整个信息集成系统中承上启下,是生产活动与管理活动信息沟通的桥梁。不实施MES,管控一体化只是一句空话。同时,MES的和应用也是一个过程,它需要我们IT人员与企业技术和管理人员相互配合,最好是有组织的支持,才能取得长期的具有更大价值和意义的成功。
:
[1]李文辉,制造执行系统(MES)的应用与发展.万方数据,2007-10.
[2]彭瑜,制造执行系统(MES)的发展和挑战,工控网,2004-3.
[3] 贾 峥,杨建军.制造执行系统模型研究[J].新技术新工艺,2004(11):23-25.
[4]郑华林,刘飞,熊峰,尹超.一种新型的单件小批量生产车间调度方法.重庆大学学报(版).2001(1):1-24
[5] 陈 杰,孙 宇,张世琪,等.面向过程的制造执行系统的研究[J].高技术通讯,1999(12):37-40.
[6] 夏敬华,陆宝春,陈 杰,等.面向敏捷制造的AMCS研究[J].高技术通讯,1999(10):1-5.
[7] 张书亭,杨建军,邹学礼.面向敏捷制造车间的制造执行系统研究[J].新技术新工艺,2000(12):2-4.
[8] 周 华,杨建军,邓家盚.基于全能体的MES构建[J].制造业自动化,2001,23(2):13-16.
[9] 宋海生,王家海,张 曙.联盟企业中基于Web的制造执行系统[J].制造业自动化,2001,23(2):20-23.
[10] 王龙生,叶文华,一种新型的作业车间调度算法的研究与实现,机械科学与技术,2004-10.
上一篇:低能量稠油井的机采工艺方案
下一篇:粉煤灰混凝土抗渗性能的研究